Tầm quan trọng của các xi lanh thủy lực vượt ra ngoài chức năng của chúng để bao gồm các quy trình thiết kế và sản xuất phức tạp của chúng. Hướng dẫn toàn diện này khám phá thế giới sản xuất xi lanh thủy lực, bao gồm mọi thứ từ cấu trúc cơ bản của các thành phần này đến các quy trình sản xuất phức tạp. Nó nhằm mục đích làm nổi bật sự phức tạp và sự tinh tế liên quan đến việc sản xuất các xi lanh thủy lực, nhấn mạnh vai trò quan trọng của chúng trong ngành công nghiệp hiện đại và những tiến bộ công nghệ liên tục trong lĩnh vực này.
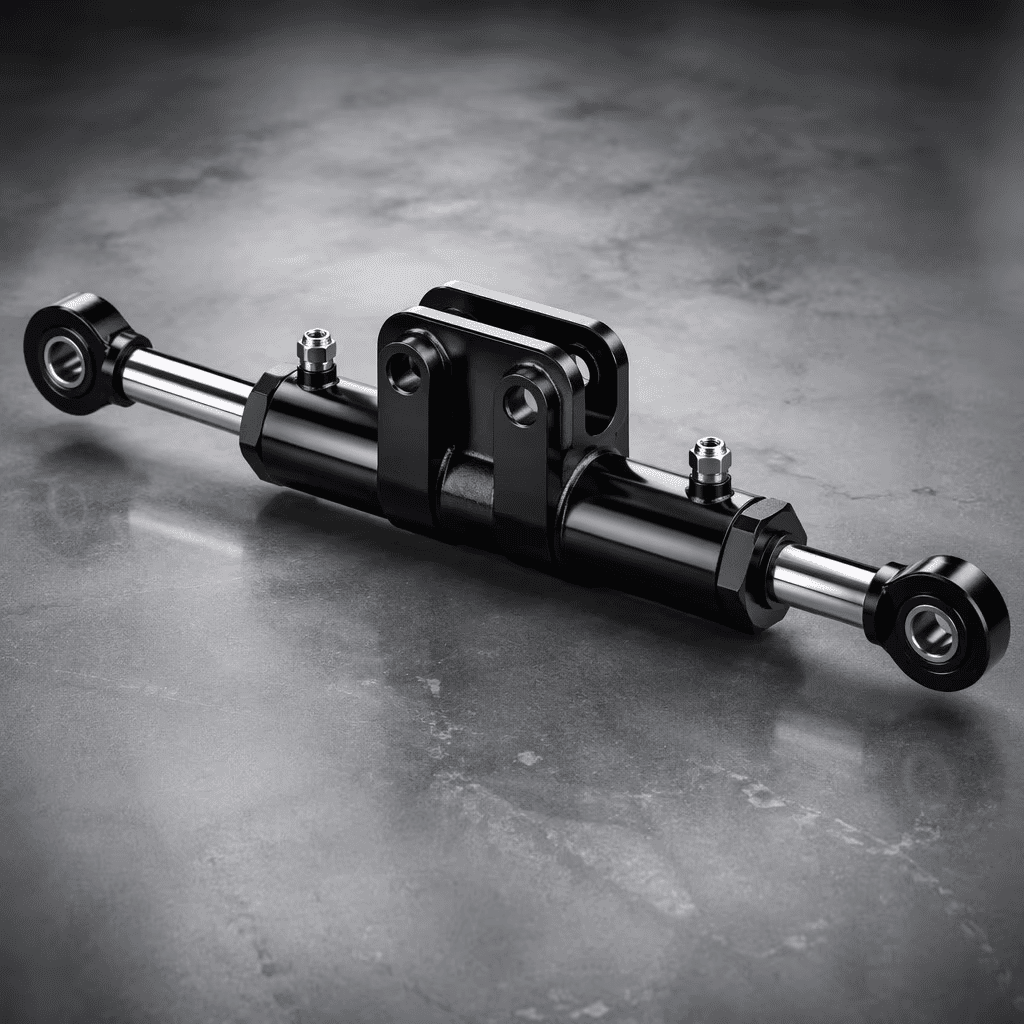
Để đánh giá đầy đủ sự tinh tế của sản xuất xi lanh thủy lực, điều cần thiết trước tiên là để hiểu giải phẫu của nó. Một xi lanh thủy lực bao gồm một số phần chính, mỗi phần phục vụ một chức năng quan trọng trong hoạt động của nó. Các thành phần chính này bao gồm nòng súng, piston, thanh piston, đầu, cơ sở và con dấu. Các thùng hoạt động như cơ thể của xi lanh, chứa piston và thanh piston. Nó phải mạnh mẽ và bền bỉ để chịu được áp suất bên trong do chất lỏng thủy lực. Bên trong thùng, piston di chuyển qua lại, chia hai cạnh của xi lanh. Thanh pít -tông, kéo dài từ pít -tông qua đầu xi lanh, chuyển đổi chuyển động tuyến tính của piston thành công việc có thể sử dụng. Đầu và nắp đế các đầu của thùng, chứa chất lỏng thủy lực và hỗ trợ thanh piston. Lựa chọn vật liệu cho các thành phần này là rất quan trọng và thay đổi tùy theo ứng dụng cụ thể của xi lanh. Ví dụ, thép không gỉ có thể được chọn cho các ứng dụng trong môi trường ăn mòn do khả năng chống rỉ sét và suy thoái.
Trong các ứng dụng nhiệt độ cao, các vật liệu có khả năng chịu được sự mở rộng nhiệt và ứng suất được chọn.
Cân nhắc thiết kế cũng là một khía cạnh quan trọng của sản xuất xi lanh thủy lực. Các yếu tố như tải trọng, chiều dài đột quỵ, áp suất vận hành và điều kiện nhiệt độ xác định thiết kế của xi lanh. Ví dụ, một xi lanh được thiết kế để sử dụng trong máy ép thủy lực sẽ có các thông số kỹ thuật khác nhau so với một hình trụ được sử dụng trong các ứng dụng hàng không vũ trụ. Các kỹ sư cũng phải tính đến các khía cạnh như kiểu lắp và loại chất lỏng thủy lực được sử dụng, tất cả đều tác động đến thiết kế và hiệu suất cuối cùng của xi lanh.
Cốt lõi của sản xuất xi lanh thủy lực là giai đoạn thiết kế, nơi các ý tưởng và yêu cầu được dịch thành một bản thiết kế cụ thể. Quá trình thiết yếu này bắt đầu bằng một phân tích kỹ lưỡng về ứng dụng dự định của xi lanh thủy lực. Các kỹ sư đánh giá các yếu tố khác nhau, chẳng hạn như khả năng tải, kích thước, áp suất vận hành của xi lanh và các điều kiện môi trường cụ thể mà nó sẽ gặp phải. Ví dụ, một xi lanh được thiết kế cho môi trường nhiệt độ cao có thể yêu cầu các vật liệu khác nhau so với mục đích sử dụng dưới nước.
Trong giai đoạn này, phần mềm thiết kế nâng cao đóng một vai trò quan trọng. Các công cụ này cho phép các nhà thiết kế thử nghiệm các cấu hình khác nhau, xác định các điểm ứng suất và tối ưu hóa thiết kế cho cả hiệu suất và hiệu quả chi phí. Độ chính xác là chìa khóa trong giai đoạn này, vì ngay cả các tính toán sai lầm nhỏ cũng có thể ảnh hưởng đáng kể đến chức năng của xi lanh.
Sau khi một thiết kế vững chắc cho xi lanh thủy lực đã được thiết lập, trọng tâm sau đó chuyển sang giai đoạn mua sắm vật liệu. Giai đoạn này liên quan đến việc lựa chọn các vật liệu tỉ mỉ dựa trên tính chất của chúng và các yêu cầu cụ thể của ứng dụng.
1. Chọn kim loại cho thùng:
Nòng súng của xi lanh thủy lực phải có khả năng chịu được áp lực bên trong và chống mài mòn theo thời gian. Các vật liệu thường được sử dụng bao gồm thép và thép không gỉ, được chọn cho sức mạnh và độ bền của chúng. Trong một số ứng dụng trong đó trọng lượng là một yếu tố quan trọng, nhôm có thể được chọn cho bản chất nhẹ của nó.
2. CHUYỂN ĐỔI KIM LOẠI CHO PISTONS:
Pistons cần phải mạnh mẽ và có khả năng duy trì hình dạng của chúng dưới những áp lực khác nhau. Các vật liệu như thép carbon và gang là những lựa chọn phổ biến do sức mạnh và khả năng chống biến dạng của chúng.
3. Lựa chọn vật liệu thanh của thanh:
Thanh pít -tông, được tiếp xúc với môi trường bên ngoài, đòi hỏi phải có khả năng chống uốn cao và ăn mòn. Thép cường độ cao thường được sử dụng, đôi khi với mạ crôm hoặc các phương pháp điều trị bề mặt khác để tăng cường khả năng chống ăn mòn và độ cứng bề mặt.
4. Chất lượng con dấu chất lượng và các thành phần khác:
Ngoài các thành phần kim loại chính, mua các con dấu chất lượng (như vòng chữ O và miếng đệm) cũng quan trọng không kém. Những con dấu này phải tương thích với chất lỏng thủy lực được sử dụng và có khả năng chịu được áp lực và nhiệt độ vận hành.
5. Các yếu tố cụ thể về môi trường và ứng dụng:
Trong môi trường được đặc trưng bởi độ ẩm cao hoặc điều kiện ăn mòn, các vật liệu có khả năng chống ăn mòn tăng cường là cần thiết. Tương tự, đối với các ứng dụng liên quan đến nhiệt độ cao, các vật liệu có thể chịu được sự mở rộng nhiệt được chọn.
Sau khi mua sắm vật liệu chất lượng, giai đoạn quan trọng tiếp theo trong sản xuất xi lanh thủy lực là quá trình gia công và lắp ráp. Pha này biến đổi các vật liệu có nguồn gốc thành các thành phần thiết yếu của xi lanh thủy lực bằng cách sử dụng các kỹ thuật gia công chính xác và tiên tiến.
1. Khóa nguyên liệu thô
Bước đầu tiên trong sản xuất vật lý của xi lanh thủy lực là việc cắt nguyên liệu thô. Giai đoạn nền tảng này thiết lập giai điệu cho chất lượng và độ chính xác của toàn bộ quá trình sản xuất.
Cắt cụ thể để thiết kế thông số kỹ thuật: nguyên liệu thô, thường là các loại thép hoặc kim loại khác khác nhau, được cắt thành các hình dạng và kích thước cụ thể theo thông số kỹ thuật thiết kế chi tiết. Các công cụ cắt và máy móc có độ chính xác cao, như máy CNC, máy cắt laser hoặc hệ thống cắt nước, được sử dụng để đảm bảo độ chính xác và tính nhất quán.
Khả năng tương thích của các thành phần: Độ chính xác trong việc cắt không chỉ là tuân thủ kích thước; Nó cũng rất quan trọng để đảm bảo khả năng tương thích của các thành phần khác nhau sẽ được lắp ráp để tạo thành hình trụ thủy lực. Cắt chính xác đảm bảo rằng các bộ phận như thùng xi lanh, piston và thanh piston khớp với nhau một cách liền mạch, điều này rất cần thiết cho hoạt động hiệu quả của xi lanh.
Việc sử dụng vật liệu và giảm thiểu chất thải: Trong giai đoạn này, việc sử dụng hiệu quả các vật liệu được coi là để giảm thiểu chất thải. Các kỹ thuật cắt nâng cao và lập kế hoạch cẩn thận được sử dụng để tối đa hóa năng suất từ mỗi lô vật liệu.
Đóng ra để xử lý thêm: Các vật liệu cắt sau đó được chuẩn bị cho các quy trình tiếp theo như gia công, hàn và lắp ráp. Chuẩn bị này có thể bao gồm làm sạch, gỡ lỗi và đánh dấu để nhận dạng.
2.Cromed và quay
Bước này trong quy trình sản xuất xi lanh thủy lực nhằm mục đích tăng cường độ bền và chức năng của các thành phần cụ thể, đặc biệt là các thanh piston.
Mắp lớp: mạ crôm là một quá trình quan trọng trong đó một lớp crom mỏng được mạ điện lên bề mặt của các thanh piston. Lớp này hoạt động như một rào cản bảo vệ chống ăn mòn, điều này đặc biệt quan trọng trong các môi trường nơi xi lanh có thể tiếp xúc với độ ẩm hoặc các chất ăn mòn. Ngoài ra, lớp crom tăng cường sức hấp dẫn thẩm mỹ của thanh, mang lại cho nó một vẻ ngoài sáng bóng, bóng bẩy.
3.truring
Sau khi mạ crôm, các thanh piston trải qua quá trình quay. Biến liên quan đến việc định hình các thanh theo kích thước và dung sai chính xác như được chỉ định trong thiết kế. Quá trình này thường được thực hiện bằng cách sử dụng máy tiện, trong đó thanh được xoay chống lại các công cụ cắt để loại bỏ vật liệu dư thừa và đạt được đường kính và bề mặt mong muốn. Độ mịn đạt được thông qua việc quay là rất quan trọng đối với hoạt động của thanh piston trong thùng xi lanh, vì nó làm giảm ma sát, cho phép chuyển động mượt mà hơn và giảm thiểu hao mòn trên cả thanh và niêm phong bên trong xi lanh.
4.Threaded Bushes Hàn
Sự hàn của các bụi cây có ren và các đồ đạc khác là một bước quan trọng trong quy trình sản xuất xi lanh thủy lực, vì nó liên quan đến việc tạo ra các khớp mạnh, chính xác rất cần thiết cho lắp ráp xi lanh và tính toàn vẹn tổng thể.
Kỹ thuật và thiết bị WWELDING: Các kỹ thuật hàn tiên tiến, chẳng hạn như hàn (khí trơ vonfram) hoặc hàn (khí trơ kim loại), thường được sử dụng để gắn các bụi ren vào các thành phần xi lanh. Những kỹ thuật này được chọn cho độ chính xác và sức mạnh của chúng. Việc lựa chọn phương pháp hàn thường phụ thuộc vào vật liệu của các thành phần và các yêu cầu cụ thể của xi lanh thủy lực.
Khai thác các khớp mạnh: Các mối hàn được kiểm tra tỉ mỉ để đảm bảo chúng không bị khuyết tật như vết nứt hoặc độ xốp. Một mối hàn mạnh là rất quan trọng cho độ bền và an toàn của xi lanh thủy lực. Quá trình hàn thường liên quan đến việc kiểm soát nhiệt độ và sử dụng các vật liệu phụ tương thích với các vật liệu cơ bản để đảm bảo liên kết mạnh mẽ.
Các phương pháp điều trị bằng dây cung: Sau khi hàn, các thành phần có thể trải qua các phương pháp điều trị sau khi hàn như giảm căng thẳng hoặc xử lý nhiệt. Các quy trình này giúp giảm căng thẳng dư và cải thiện sức mạnh và độ bền của khu vực hàn.
5. Biến
Quá trình quay ống là một bước quan trọng trong việc định hình các ống tạo thành thùng của xi lanh thủy lực. Giai đoạn này tập trung vào độ chính xác và sự chú ý đến chi tiết, đảm bảo rằng các ống đáp ứng các thông số kỹ thuật chính xác cho đường kính và hoàn thiện bề mặt.
Tăng cường đường kính chính xác: Xoay ống liên quan đến việc sử dụng máy tiện hoặc trung tâm xoay để loại bỏ vật liệu khỏi bên ngoài của các ống, đưa chúng đến đường kính được chỉ định. Đường kính chính xác là rất cần thiết cho sự phù hợp của piston và các thành phần bên trong khác, đảm bảo hoạt động trơn tru và ngăn ngừa rò rỉ.
Đạt độ mịn của bề mặt: Quá trình quay cũng nhằm đạt được mức độ mịn bề mặt cao. Một bề mặt bên trong trơn tru làm giảm ma sát giữa các bộ phận chuyển động, tăng cường hiệu quả và tuổi thọ của xi lanh. Độ mịn cũng rất quan trọng cho việc niêm phong hiệu quả của hệ thống thủy lực, vì sự không hoàn hảo trên bề mặt ống có thể dẫn đến rò rỉ và giảm hiệu suất.
Đồng tính và tính nhất quán: Tính nhất quán trong đường kính ống và bề mặt hoàn thiện dọc theo toàn bộ chiều dài của nó là điều cần thiết cho hiệu suất đồng đều của xi lanh thủy lực. Thiết bị quay tiên tiến, thường được điều khiển bằng máy tính, đảm bảo tính nhất quán này, sản xuất các ống đồng đều về kích thước và chất lượng.
6.Bottoms và phụ kiện hàn trên ống
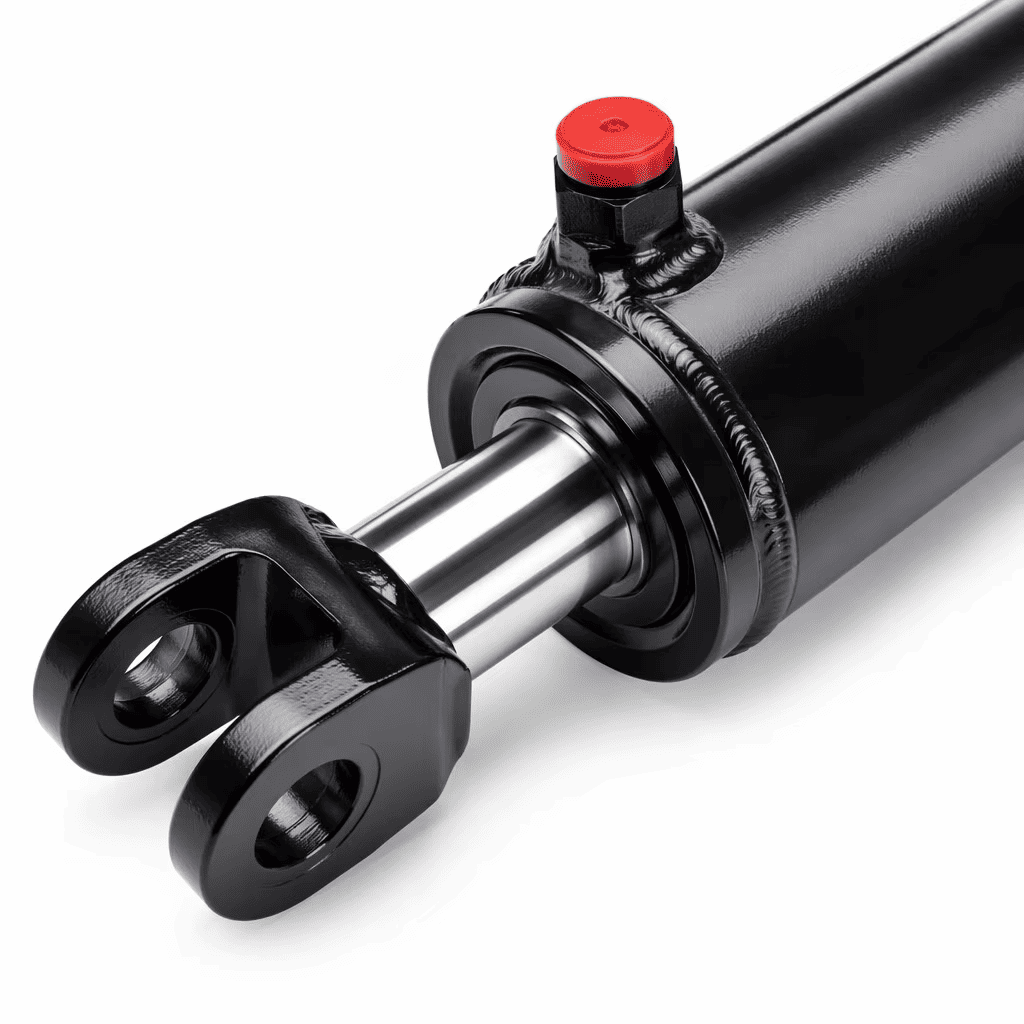
Hàn các đáy và các phụ kiện cần thiết vào các ống là một bước quan trọng trong việc sản xuất các xi lanh thủy lực. Quá trình này liên quan đến việc gắn mũ cuối và các thành phần khác vào ống, tạo thành cơ thể xi lanh, đảm bảo nó được niêm phong và có khả năng hoạt động dưới áp suất cao.
Đáy WWELDING vào ống: mũ cuối hoặc đáy, được hàn thành một hoặc cả hai đầu của ống. Nhiệm vụ này đòi hỏi độ chính xác, vì các mối hàn phải mạnh và chống rò rỉ để chịu được áp lực bên trong của chất lỏng thủy lực. Chất lượng của các mối hàn là rất cần thiết để duy trì tính toàn vẹn và an toàn của xi lanh. Nếu đáy không được hàn đúng cách, chúng có thể thất bại dưới áp lực, gây ra rủi ro đáng kể cho cả thiết bị và người vận hành.
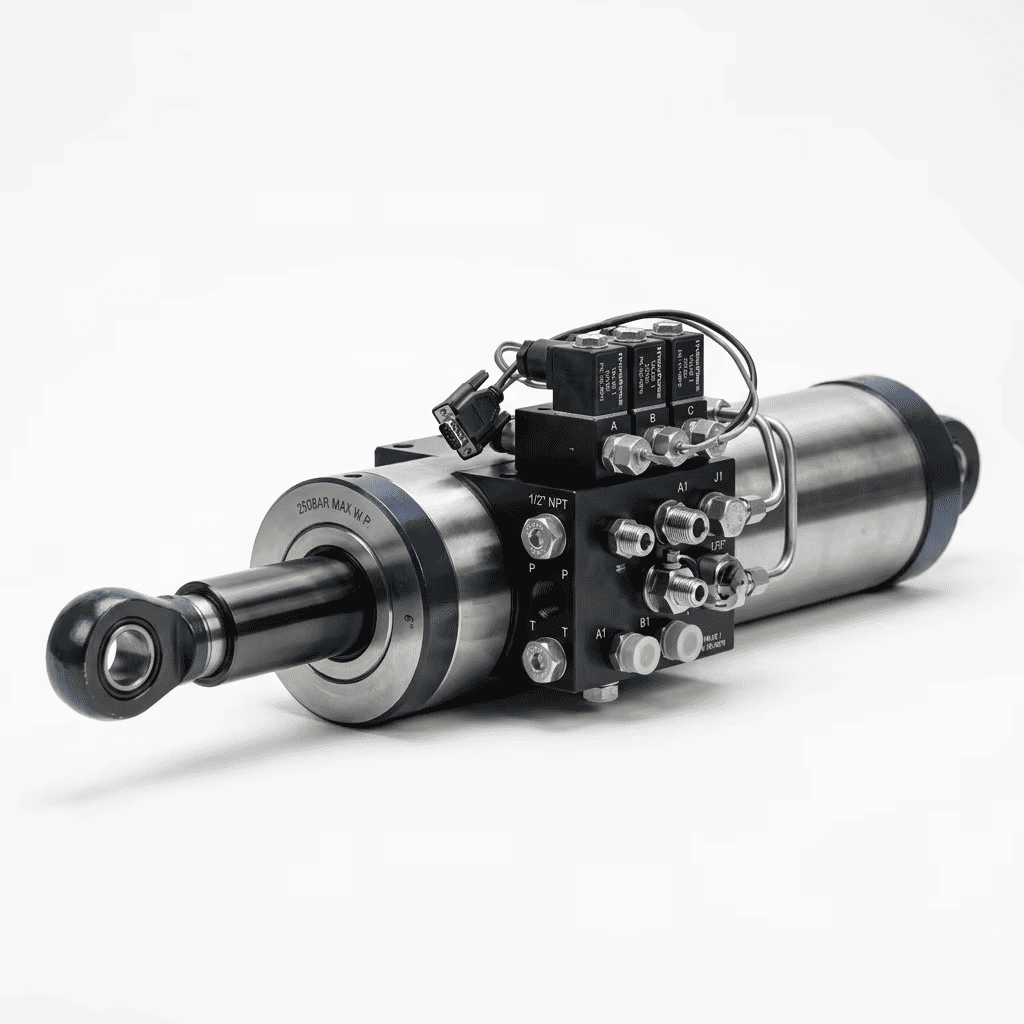
Các phụ kiện cần thiết: Ngoài các đáy, các phụ kiện khác như giá đỡ, cổng cho lối ra và thoát chất lỏng thủy lực, và các cảm biến cũng được hàn vào ống. Các thành phần này phải được định vị và gắn liền với độ chính xác lớn để đảm bảo sự liên kết và chức năng thích hợp trong lắp ráp cuối cùng.
Đạt được một cơ thể xi lanh kín: Quá trình hàn được thực hiện tỉ mỉ để đảm bảo rằng cơ thể xi lanh được niêm phong hoàn toàn. Việc niêm phong này rất quan trọng cho hoạt động hiệu quả của xi lanh, vì bất kỳ rò rỉ chất lỏng thủy lực nào cũng có thể dẫn đến mất điện và hiệu quả. Các kỹ thuật như hàn (khí trơ vonfram) thường được sử dụng vì chúng cung cấp các mối hàn mạnh, chính xác phù hợp cho các ứng dụng áp suất cao.
7.

Giai đoạn đánh bóng trong sản xuất xi lanh thủy lực là một quá trình quan trọng theo sau hàn, nhằm mục đích tăng cường cả sự hấp dẫn thẩm mỹ và chất lượng chức năng của các thành phần.
Tăng kết thúc mịn: Đánh bóng chủ yếu được thực hiện để làm mịn các bề mặt bên ngoài của các thành phần xi lanh thủy lực, đặc biệt là các thành phần đã được hàn. Quá trình này liên quan đến việc sử dụng chất mài mòn để loại bỏ bất kỳ mảnh vỡ mối hàn, các lớp oxy hóa và sự không hoàn hảo của bề mặt. Mục tiêu là để đạt được một kết thúc thống nhất, mượt mà không chỉ trông chuyên nghiệp mà còn giảm thiểu nguy cơ ăn mòn và mệt mỏi vật chất.
Đóng ra để điều trị thêm: Trong một số trường hợp, đánh bóng đóng vai trò là bước chuẩn bị để điều trị bề mặt như sơn, lớp phủ hoặc mạ. Một bề mặt mịn, sạch sẽ đảm bảo độ bám dính và hiệu quả của các phương pháp điều trị này.
8.Stall
Giai đoạn lắp đặt hoặc lắp ráp trong sản xuất xi lanh thủy lực là nơi các thành phần được gia công và xử lý khác nhau được kết hợp với nhau để tạo thành một đơn vị hoàn chỉnh.
Các thành phần lõi của vật thể: Quá trình lắp ráp liên quan đến việc kết hợp các thành phần chính của xi lanh thủy lực: pít -tông, thanh piston, niêm phong và thân xi lanh (ống). Mỗi thành phần phải được cài đặt cẩn thận theo đúng thứ tự và định hướng. Thông thường, piston được gắn vào thanh piston, và sự lắp ráp này sau đó được đưa vào thân xi lanh.
Calling Calling SEALS VÀ GASKETS: Hải cẩu và miếng đệm rất quan trọng để duy trì tính toàn vẹn thủy lực của xi lanh. Chúng ngăn ngừa rò rỉ chất lỏng thủy lực và đảm bảo rằng xi lanh có thể tạo ra và chịu được áp suất cần thiết. Việc lắp đặt các con dấu này đòi hỏi độ chính xác để tránh mọi thiệt hại và để đảm bảo chúng được ngồi đúng cách.
Các thành phần bên ngoài: Một khi lắp ráp bên trong hoàn tất, các thành phần bên ngoài như nắp cuối, giá đỡ và cổng cho các kết nối thủy lực được gắn. Các thành phần này thường được bắt vít hoặc hàn vào thân xi lanh, và sự gắn kết an toàn của chúng là rất quan trọng đối với chức năng và sự an toàn chung của xi lanh.
9.Phaiting
Giai đoạn vẽ trong sản xuất xi lanh thủy lực là bước cuối cùng bổ sung cả giá trị thẩm mỹ và chức năng bảo vệ cho thành phẩm.
Băng cấp thẩm mỹ: Tranh cung cấp hình trụ thủy lực với vẻ ngoài đánh bóng, chuyên nghiệp, có thể rất quan trọng cho sự hài lòng của khách hàng và nhận thức về thương hiệu. Một sản phẩm hoàn thành tốt thường báo hiệu chất lượng cao và vẽ cho phép tùy chỉnh với màu sắc của công ty hoặc sơ đồ thiết kế, do đó tăng cường sức hấp dẫn thị trường của sản phẩm.
Lớp bảo vệ chống lại các yếu tố môi trường: Sơn đóng vai trò là rào cản chống lại các yếu tố môi trường như độ ẩm, bụi, hóa chất và bức xạ UV. Bảo vệ này đặc biệt quan trọng đối với các xi lanh được sử dụng trong môi trường ngoài trời hoặc môi trường công nghiệp khắc nghiệt. Bằng cách bảo vệ chống ăn mòn và hao mòn, sơn mở rộng tuổi thọ của xi lanh thủy lực, đảm bảo nó vẫn hoạt động và duy trì tính toàn vẹn của nó theo thời gian.
Quá trình ứng dụng: Trước khi sơn, bề mặt của xi lanh thường được xử lý trước để loại bỏ dầu, bụi hoặc các chất gây ô nhiễm khác. Chuẩn bị này có thể bao gồm tẩy nhờn, phun cát hoặc áp dụng một mồi. Việc lựa chọn phương pháp sơn và ứng dụng (phun, nhúng, v.v.) phụ thuộc vào vật liệu của xi lanh, sử dụng dự định của nó và môi trường mà nó sẽ hoạt động.
Drying và Curing: Sau khi sơn được áp dụng, xi lanh trải qua quá trình làm khô và bảo dưỡng. Tùy thuộc vào loại sơn, điều này có thể liên quan đến việc sử dụng lò nướng hoặc đèn nhiệt để tăng tốc chữa bệnh, hoặc cho phép nó khô tự nhiên trong một khu vực thông thoáng.
Trong hướng dẫn toàn diện này, chúng tôi đã khám phá thế giới phức tạp của sản xuất xi lanh thủy lực, phát hiện ra mọi giai đoạn quan trọng trong quá trình sản xuất. Xi lanh thủy lực đóng một vai trò quan trọng trong một loạt các ngành công nghiệp và hiểu được quy trình sản xuất của họ là điều cần thiết cho mọi khách hàng.