Lời nói đầu
90% rò rỉ thủy lực trên máy móc xây dựng là do phớt dầu bị hỏng sớm. Chi phí phớt chặn thấp dẫn đến tổn thất lớn do thời gian ngừng hoạt động và hao mòn linh kiện. Bài viết này kết hợp các tiêu chuẩn niêm phong ISO, quy tắc lắp ráp CE và dữ liệu bảo trì thực tế của đội khai thác, vệ sinh và xây dựng, liệt kê 10 nguyên nhân hư hỏng phổ biến cùng với các biện pháp khắc phục đơn giản có thể thực hiện được dành cho thợ cơ khí và người quản lý đội.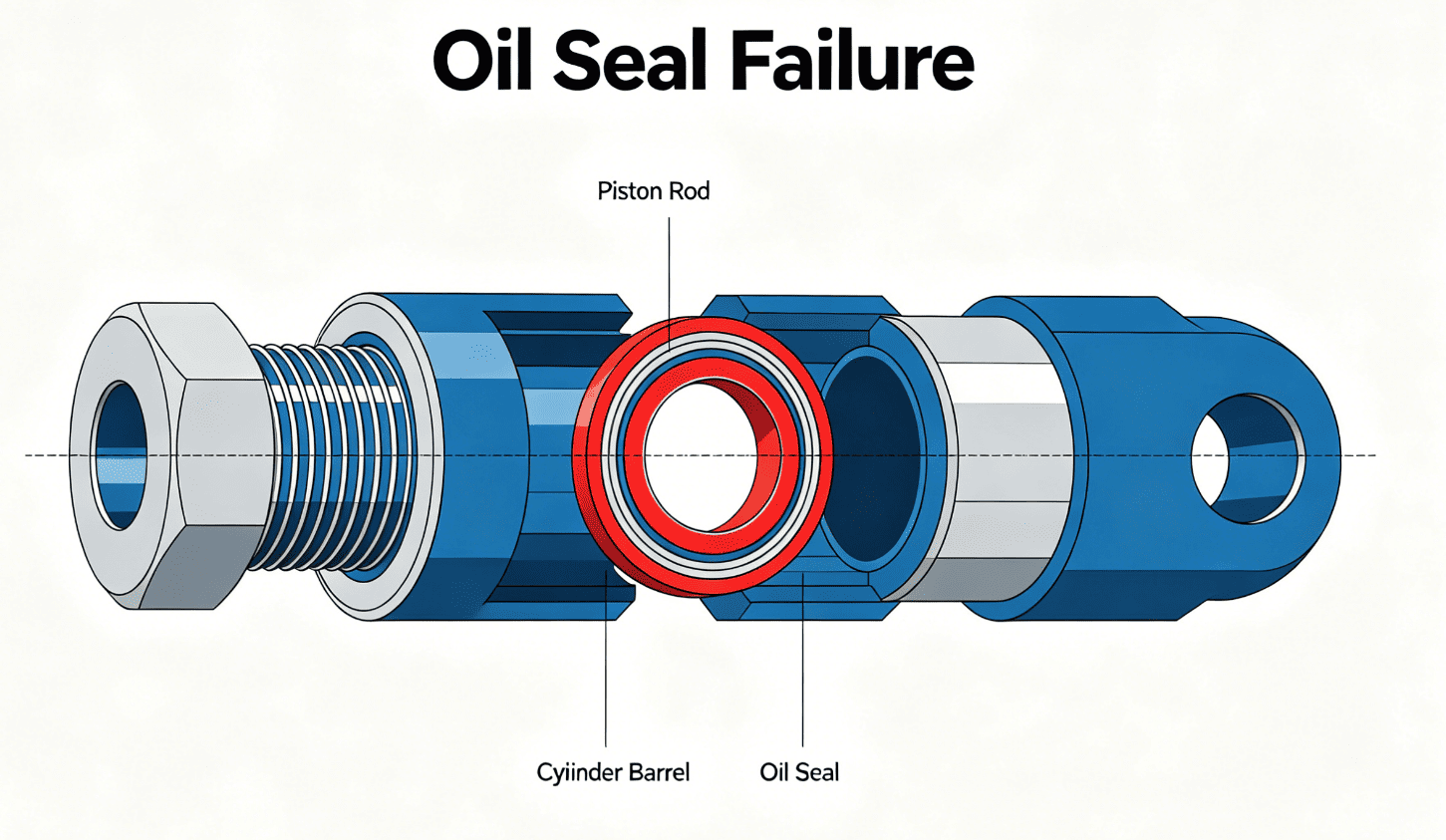
I. Lỗi lắp ráp (42% lỗi)
1.1 Lưỡi sắc và góc vát trục kém
- Các cạnh sắc của trục cắt các mép bịt kín trong quá trình lắp đặt và gây rò rỉ chậm.
- Tiêu chuẩn: vát 15°-30°, độ nhám trục Ra<0,8μm.
- Cách khắc phục: Đánh bóng tất cả các cạnh trục trước khi lắp ráp.
1.2 Dung sai lắp ráp quá tiêu chuẩn
- Kích thước trục không đủ tiêu chuẩn sẽ phá vỡ lực siết chặt môi trước.
- Dữ liệu: Tuổi thọ sử dụng giảm 70% nếu dung sai vượt quá 0,08mm.
- Cách khắc phục: Đo trục bằng micromet trước khi lắp.
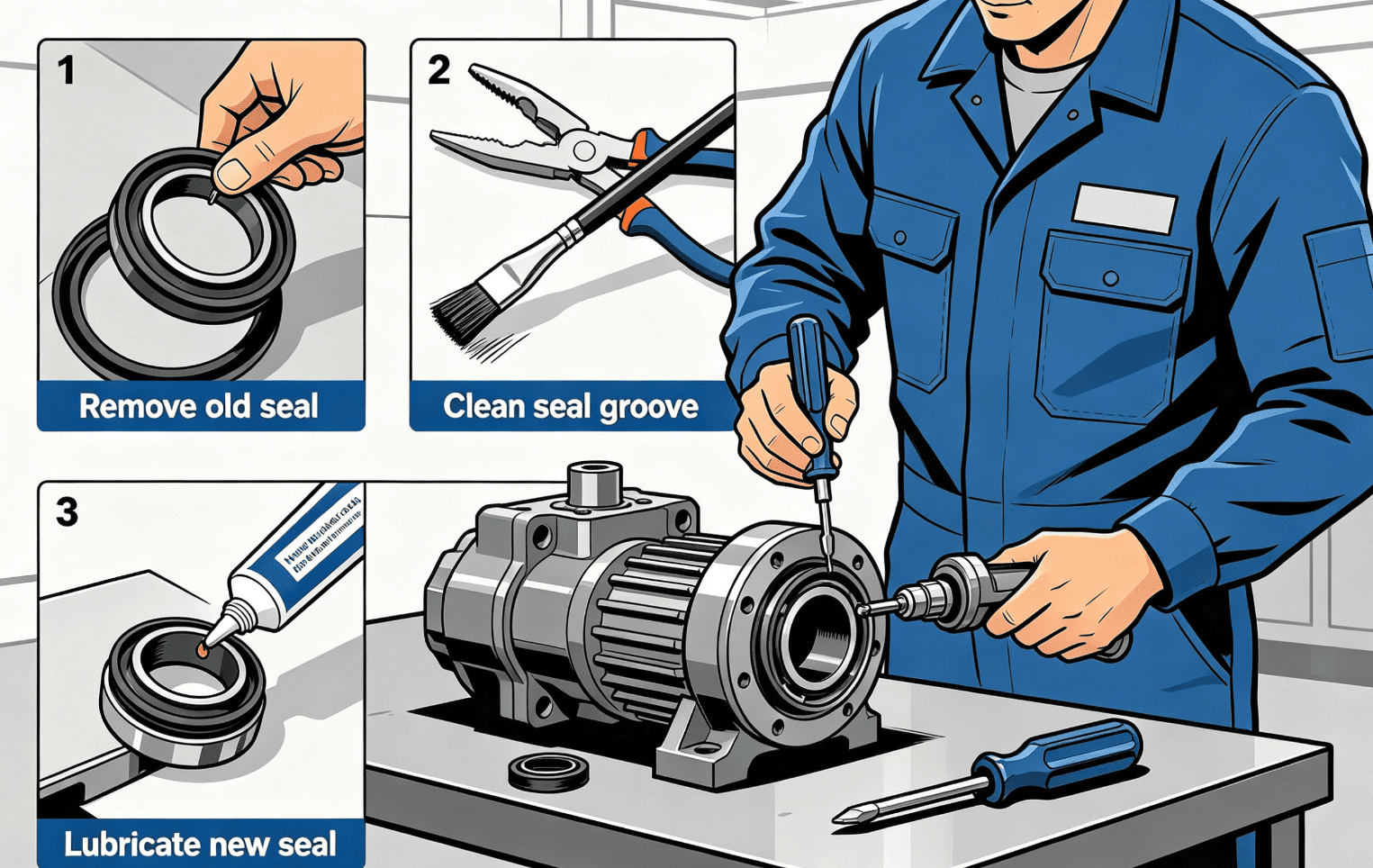
1.3 Cài đặt thô không có công cụ đặc biệt
- Búa đập làm biến dạng bộ xương kim loại bịt kín.
- Tiêu chuẩn: Sử dụng ống ép nhựa và bôi trơn môi bịt kín.
II. Thiệt hại bề mặt trục (21% lỗi)
2.1 Vết xước & rãnh tròn trên trục2.1.1 Cát và vụn kim loại làm mài mòn trục và làm đứt mối nối.
- Máy móc có nguy cơ cao: máy xúc, xe khai thác mỏ.
- Khắc phục: Phủ các rãnh nhỏ; thay thế các thanh piston bị trầy xước nặng.
2.2 Đảo hướng tâm trục quá mức
- Ma sát không cân bằng tạo ra hiện tượng quá nhiệt cục bộ và rò rỉ một phía.
- Tiêu chuẩn: Độ đảo hướng tâm trục ≤0,05mm.
III. Nhiệt độ dầu bất thường (16% lỗi)
3.1 Nhiệt độ dầu thủy lực cao trong thời gian dài
- Phớt NBR nứt nhanh chóng trên 90oC. Bộ làm mát bị chặn đẩy nhiệt độ lên trên 110oC.
- Khắc phục: Làm sạch bộ tản nhiệt; sử dụng con dấu FKM cho máy khai thác nhiệt độ cao.
3.2 Hư hỏng khi khởi động nguội ở nhiệt độ thấp
- Cao su thông thường cứng lại khi thời tiết lạnh và không bịt kín khi khởi động.
- Cách khắc phục: Làm nóng thiết bị trước 3-5 phút; áp dụng con dấu NBR sửa đổi nhiệt độ thấp.
IV. Dầu thủy lực không phù hợp và xuống cấp
4.1 Vật liệu làm kín không tương thích với chất lỏng thủy lực
- NBR phồng lên khi dùng dầu thủy lực tổng hợp và mất độ kín.
- Quy tắc: NBR đối với dầu khoáng; FKM cho dầu tổng hợp và chống cháy.
4.2 Dầu thủy lực bị bẩn & bị oxy hóa
- Dầu bị biến chất có tính axit ăn mòn cao su; tạp chất mài kín môi.
- Quy tắc: Thay dầu và bộ lọc sau mỗi 2000 giờ làm việc.
V. Áp suất làm việc quá tải
5.1 Tác động tức thời của áp suất cao
- Phá vỡ hoặc nâng đá tạo ra áp lực dâng cao làm vỡ môi bịt kín.
- Cách khắc phục: Lắp vòng đệm được gia cố bằng vòng dự phòng cho xi lanh áp suất cao.
5.2 Áp suất ngược bên trong tích lũy
- Đường ống hồi lưu bị tắc đẩy các vòng đệm ra ngoài và gây rò rỉ.
- Cách khắc phục: Thường xuyên làm sạch đường ống hồi dầu.
VI. Lựa chọn phớt dầu không chính xác
6.1 Chất liệu cao su không phù hợp với điều kiện làm việc
- Phớt NBR thông thường sẽ nứt trong vòng 300 giờ trên thiết bị khai thác nóng.
- Hướng dẫn lựa chọn: NBR cho nhiệt độ bình thường; FKM cho nhiệt độ cao.
6.2 Cấu trúc con dấu sai &kích cỡ
- Phớt không khung chỉ phù hợp với việc sử dụng tĩnh ở áp suất thấp.
- Mẹo mua sắm: Cung cấp áp suất, nhiệt độ và tốc độ khi đặt hàng con dấu.
VII. Lão hóa cao su do bảo quản và thời gian nhàn rỗi lâu
7.1 Lão hóa vật liệu trong thời gian dài
- Quá trình oxy hóa ánh sáng và không khí làm cho gioăng không sử dụng bị mất tính đàn hồi.
- Quy định: Thời gian bảo quản seal 24 tháng, tuân thủ quản lý kho FIFO.
7.2 Vết lõm vĩnh viễn do tắt máy lâu
- Các con dấu cố định vẫn bị ép tại một chỗ và bị rò rỉ sau khi khởi động lại.
- Khắc phục: Rút và mở rộng xi lanh hàng tháng cho thiết bị nhàn rỗi.
VIII. Bộ phận chống bụi bị hỏng
8.1 Cần gạt bụi bị hỏng
- Bùn và sỏi lọt qua cần gạt nước bị hỏng và làm kín môi bị mòn nhanh.
- Nguyên tắc: Thay thế gạt bụi và phớt dầu cùng nhau trong quá trình bảo trì.
8.2 Nứt ống bảo vệ cần piston
Máy thi công ngoài trời dễ bám bụi nếu không có vỏ bọc nguyên vẹn.
IX. Tốc độ chạy quá mức và ma sát khô
9.1 Tốc độ tịnh tiến vượt quá giới hạn
- Chuyển động tốc độ cao gây ra nhiệt ma sát và làm bỏng môi cao su.
- Tiêu chuẩn: Giới hạn tốc độ bịt kín bình thường .50,5m / s.
9.2 Mất dầu bôi trơn và ma sát khô
- Thiếu màng dầu dẫn đến mài mòn trực tiếp và hư hỏng phớt ngay lập tức.
- Cấm: Rút xi lanh rỗng khi không đủ dầu thủy lực.
X. Lò xo căng thẳng bên trong bị hỏng
10.1 Lò xo bịt kín bị ăn mòn hoặc lỏng lẻo
- Lực giữ lò xo cung cấp; lò xo bị ăn mòn gây rò rỉ liên tục.
- Tác nhân gây ăn mòn: Nước mưa và dầu thủy lực nhũ hóa.
10.2 Lò xo bị mất trong quá trình thay thế
Lỗi thường gặp của con người gây rò rỉ dầu ngay sau khi lắp.
Phần kết luận
Rò rỉ phốt dầu lặp đi lặp lại hiếm khi chỉ do phốt bị lỗi; hầu hết các lỗi đều xuất phát từ việc lắp ráp không tốt, lựa chọn sai và bảo trì không thường xuyên. Hướng dẫn này tuân theo các tiêu chuẩn niêm phong quốc tế và có thể được sử dụng để đào tạo tại xưởng. Nếu bạn không thể xác nhận các mẫu phốt dầu phù hợp hoặc giải quyết các vấn đề rò rỉ liên tục, hãy gửi loại máy, áp suất làm việc và loại dầu thủy lực của bạn cho chúng tôi để có các giải pháp bịt kín tùy chỉnh miễn phí.





