Lý do cho việc đeo
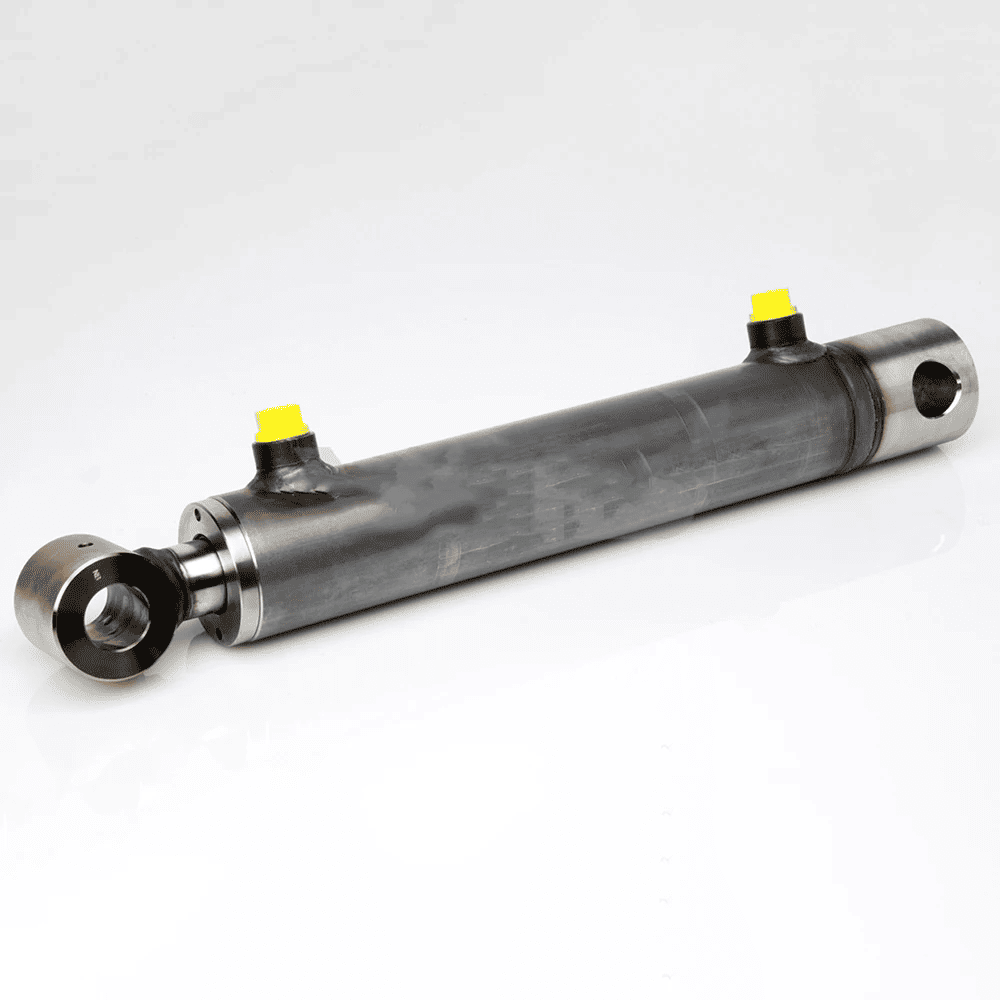
Xi lanh kính thiên văn cho xe tải chở hàng (3) Lớp mạ crom cứng ở bề mặt bên trong của thân xi lanh bị bong ra. Người ta thường tin rằng các nguyên nhân làm bong tróc lớp mạ crom cứng là như sau.
Một. Lớp mạ không được liên kết tốt. Những nguyên nhân chính làm cho lớp mạ điện bám dính kém là: trước khi mạ điện, việc xử lý tẩy dầu mỡ của các bộ phận không đủ; quá trình xử lý hoạt hóa bề mặt của các bộ phận không triệt để, và lớp màng oxit không được loại bỏ.
b. Lớp vành cứng bị mòn. Sự mài mòn của lớp crom cứng mạ điện phần lớn là do tác dụng mài của bột sắt ma sát của piston. Khi hơi ẩm bị giữ lại ở giữa, sự mòn sẽ nhanh hơn. Ăn mòn do chênh lệch điện thế tiếp xúc của kim loại chỉ xảy ra ở những phần mà piston tiếp xúc, còn ăn mòn xảy ra ở những điểm. Tương tự như trên, khi hơi ẩm bị giữ lại ở giữa sẽ thúc đẩy quá trình ăn mòn phát triển. So với vật đúc, hiệu điện thế tiếp xúc của hợp kim đồng cao hơn, do đó mức độ ăn mòn của hợp kim đồng nghiêm trọng hơn.
C. Ăn mòn do chênh lệch điện thế tiếp xúc. Sự ăn mòn chênh lệch điện thế tiếp xúc không dễ xảy ra đối với các xi lanh thủy lực hoạt động trong thời gian dài; đó là một hư hỏng thường gặp đối với các xi lanh thủy lực đã ngừng hoạt động trong một thời gian dài.
(4) Hư hỏng vòng piston Vòng piston bị hỏng trong quá trình vận hành, các mảnh vỡ của nó bị kẹt vào phần trượt của piston, gây xước.
(5) Vật liệu của phần trượt của piston được thiêu kết để đúc piston, sẽ gây ra hiện tượng thiêu kết khi chịu tải trọng bên lớn. Trong trường hợp này, phần trượt của piston phải được làm bằng hợp kim đồng hoặc được hàn bằng các vật liệu đó.
3. Vật chất nước ngoài được trộn lẫn trong
Xi lanh kính thiên văn cho xe tải chở hàngTrong số các hư hỏng của xi lanh thủy lực, vấn đề khó khăn nhất là rất khó đánh giá khi có vật lạ xâm nhập vào xi lanh thủy lực. Sau khi vật lạ xâm nhập, nếu mặt ngoài của bề mặt trượt của piston được trang bị một miếng đệm kín, thì môi của miếng đệm này có thể cạo chất lạ trong quá trình hoạt động, điều này có lợi để tránh trầy xước. Tuy nhiên, piston có vòng đệm hình chữ O có các mặt trượt ở cả hai đầu, và các vật lạ bị kẹp giữa các mặt trượt nên dễ tạo thành sẹo.
Có một số cách để các vật thể lạ xâm nhập vào bể.
(1) Vật chất lạ xâm nhập vào xi lanh thủy lực
Một. Vì cảng dầu không được mở trong quá trình lưu kho nên sẽ có các điều kiện tiếp nhận vật thể lạ mọi lúc, điều này hoàn toàn không được phép. Khi cất giữ phải đổ đầy dầu chống rỉ hoặc dầu làm việc và cắm đúng cách.
b. Vật chất lạ xâm nhập khi xi lanh được lắp đặt. Nơi thực hiện thao tác lắp đặt trong điều kiện không tốt và các vật thể lạ có thể xâm nhập vào bên trong một cách vô thức. Vì vậy, khu vực xung quanh nơi lắp đặt phải được dọn dẹp sạch sẽ, đặc biệt là nơi đặt các bộ phận phải được dọn dẹp sạch sẽ, không để bụi bẩn.
C. Có "gờ" trên các bộ phận, hoặc chà không đủ. Thường có các gờ còn lại trong quá trình khoan ở cổng dầu trên đầu xi lanh hoặc trong thiết bị đệm. Hãy chú ý đến nó và cài đặt nó sau khi cát được loại bỏ.
(2) Vật chất lạ phát sinh trong quá trình hoạt động
Một. Ma sát bột sắt hoặc mạt sắt do sức mạnh bất thường của pít tông đệm. Khe hở vừa khít của thiết bị đệm là rất nhỏ, và khi tải trọng bên trên thanh piston lớn, nó có thể gây ra hiện tượng thiêu kết. Bột sắt ma sát hoặc các mảnh kim loại rơi ra do quá trình thiêu kết sẽ vẫn còn trong xi lanh.
b. Các vết sẹo trên bề mặt bên trong của thành xi lanh. Áp suất cao lên bề mặt trượt của piston gây ra hiện tượng thiêu kết, do đó, bề mặt bên trong của xilanh bị ép chặt, kim loại bị ép rơi ra và nằm lại trong xilanh gây ra các vết săng.
(3) Có nhiều trường hợp vật chất lạ xâm nhập từ đường ống.
Một. Không chú ý khi vệ sinh. Khi đường ống được lắp đặt và làm sạch, nó không được đi qua xi lanh, và một đường ống dẫn phải được lắp đặt phía trước cổng dầu của xi lanh thủy lực. điểm này rất quan trọng. Nếu không, các chất lạ trong đường ống sẽ đi vào trong xi lanh, và một khi nó đi vào, rất khó để loại bỏ nó ra ngoài mà thay vào đó nó sẽ được vận chuyển vào trong xi lanh. Hơn nữa, khi làm sạch, hãy xem xét phương pháp loại bỏ các vật thể lạ trong vận hành đường ống lắp đặt. Ngoài ra, đối với sự ăn mòn trong đường ống, cần tiến hành tẩy rửa và các quy trình khác trước khi đường ống được lắp đặt, và phải loại bỏ hoàn toàn rỉ sét.
b. Chip hình thành trong quá trình xử lý đường ống. Sau khi đường ống được cắt theo chiều dài, không được có thức ăn thừa trong quá trình tháo lắp ở cả hai đầu của đường ống. Ngoài ra, việc đặt ống thép gần nơi thực hiện các thao tác hàn đường ống là nguyên nhân khiến vật hàn chảy vào. Đối với các đường ống đặt gần nơi thao tác hàn, các đầu phun phải được bịt kín. Cũng phải lưu ý rằng vật liệu lắp ống cần được chuẩn bị trên bàn làm việc không có bụi.
C. Băng niêm phong đi vào xi lanh. Là một vật liệu niêm phong đơn giản, băng keo nhựa PTFE thường được sử dụng trong việc lắp đặt và kiểm tra. Nếu phương pháp quấn dây của vật liệu làm kín bằng băng và tuyến tính sai, băng niêm phong sẽ bị cắt ra và đi vào ống trụ. Phớt dạng đai không có tác dụng đến sự quấn dây của bộ phận trượt, nhưng sẽ làm van một chiều của xylanh hoạt động không tốt hoặc làm cho van điều khiển đệm không thể điều chỉnh hết được; đối với mạch điện có thể gây ra hiện tượng van đảo chiều và tràn Sự hoạt động của van xả và van giảm áp không đúng trình tự.